世界的な経済成長や人口増加に伴う大量生産と大量消費を繰り返してきた現代社会において、廃棄物処理に関連した自然環境汚染や生態系への被害が問題になるとともに、限りある資源が枯渇していくことが懸念されています。当社はこのような状況を踏まえ、事業活動を行う上で、資源循環社会の実現を中長期環境ビジョンの重点項目の一つに設定し、全社で様々な取り組みを推進しています。
資源循環社会の実現に向けて、2023年度より、以下の目標達成に向け取り組んでいます。
| 産業廃棄物の最終埋立処分率 |
|
|---|---|
| 再資源化率 |
|
| 製品包装の環境負荷低減 |
|
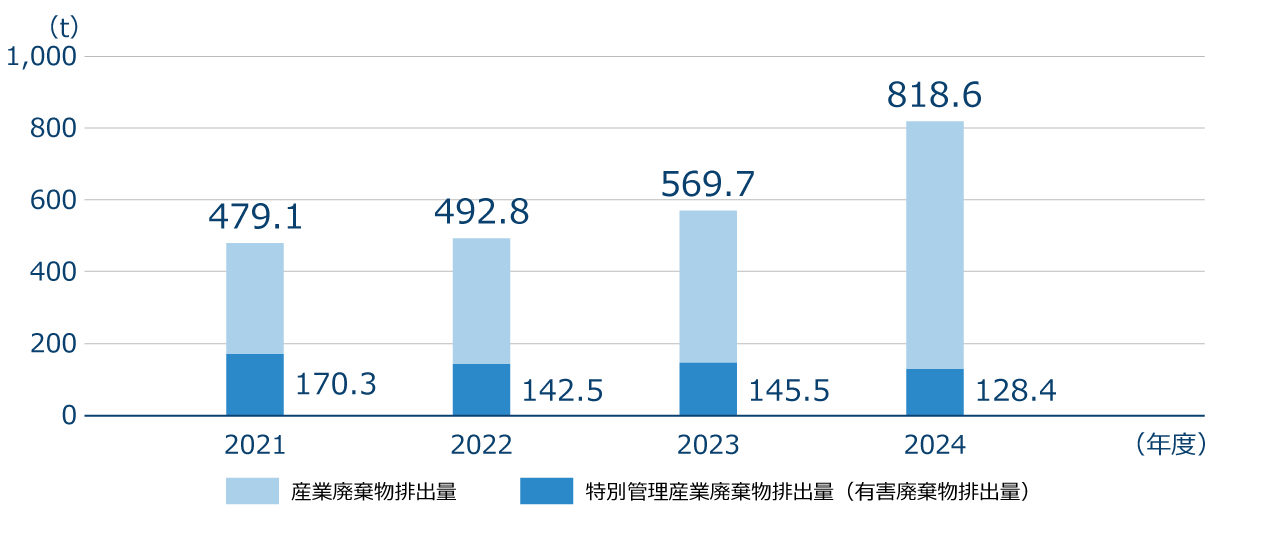
産業廃棄物排出量については、2024年度の総量は前年度比818.6トンであり、前年度比248.9トン増加しました。この増加の主な要因は、筑波研究所で発生した不活性化不十分な実験排水(449.4トン)を不活化後、産業廃棄物として取り扱ったことによるものです。
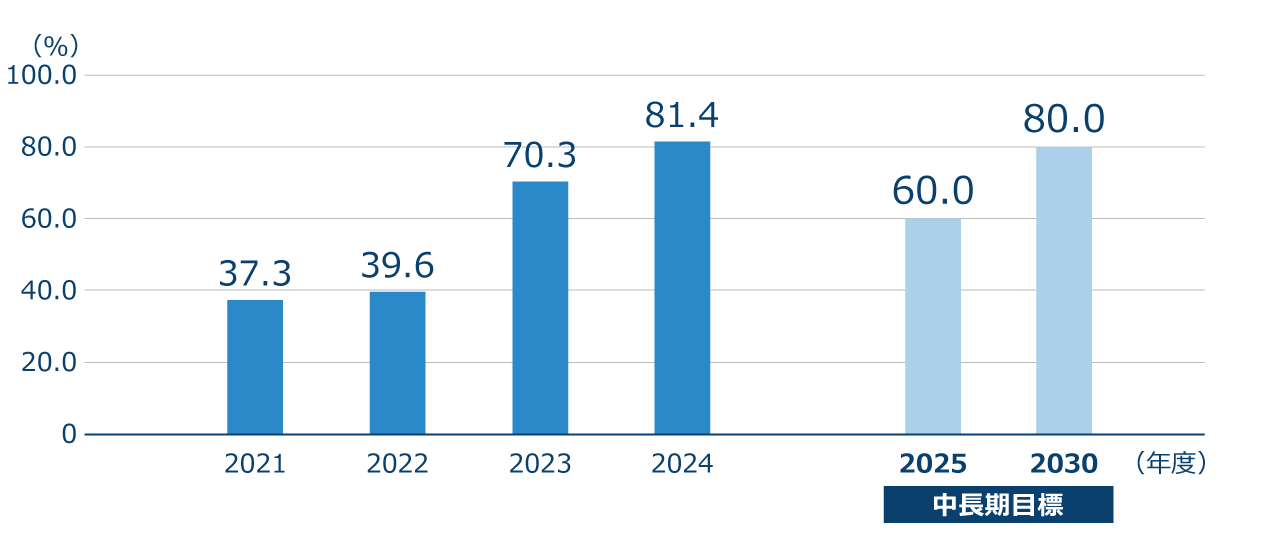
2022年度に新設した自社工場・研究所、物流センターから発生する不要物(廃棄物、有価物、無償物等)の再資源化率については、2024年度81.4%でした。結果の主な要因は産業廃棄物(特別管理産業廃棄物含む)の処理委託先の最適化を引き続き進め、不要となった実験機器の再利用を目的とした売却や廃棄物の分別の促進などの取り組みを推進し、また、筑波研究所において発生した実験排水を不活化後、産業廃棄物処理業者の廃棄物焼却炉の冷却用水として再利用したことによるものです。なお、再資源化の算定方法は日本製薬団体連合会 の再資源化の考え方に準じており、サーマルリサイクルは再資源化に含めておりません。
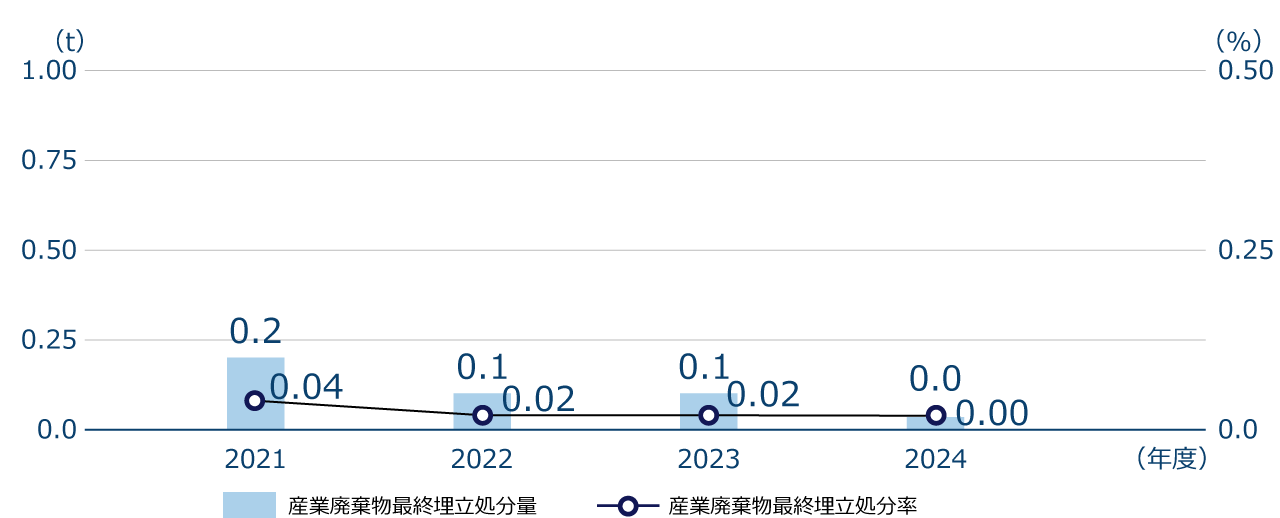
産業廃棄物の最終埋立処分率については、2024年度は0.00%でした。当社では、「最終埋立処分率(最終埋立処分量/ 産業廃棄物発生量×100)を1.0%以下とすること」をゼロエミッションと定義しています。事業活動に伴って排出される産業廃棄物を埋立処分せず、再資源化することにより、2024年度においてもゼロエミッションを継続して達成してました。
進捗管理については、拠点ごとの目標に対する課題と取り組みを明確にし、環境データの管理については自己点検を実施しています。
産業廃棄物排出量及び特別管理産業廃棄物排出量(有害廃棄物排出量)
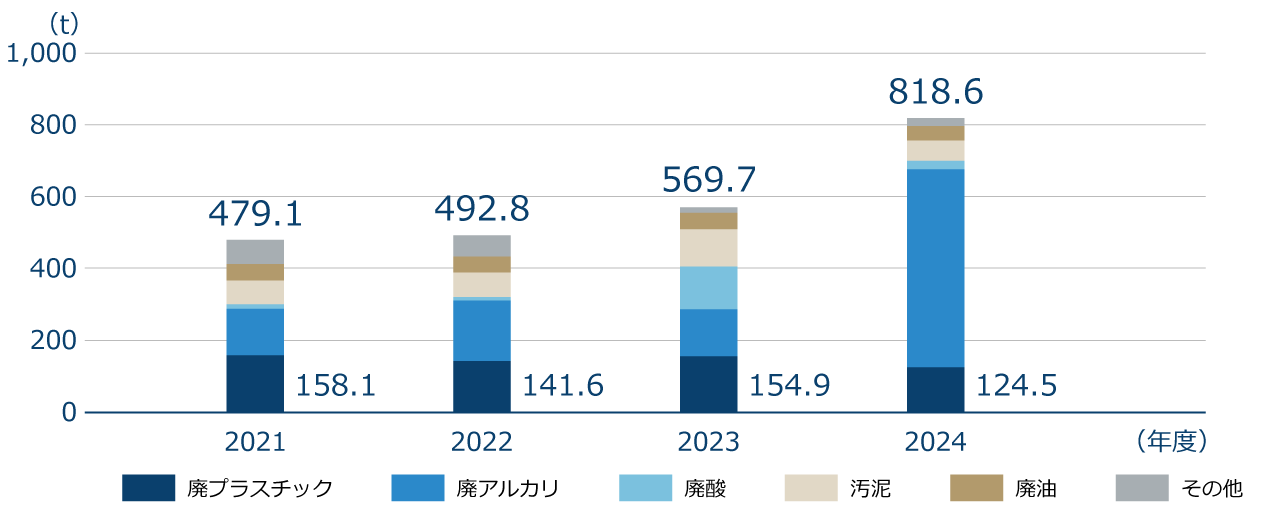
産業廃棄物排出量(品目別)
産業廃棄物最終埋立処分量及び最終埋立処分率
再資源化率
当社では廃棄物管理の実務担当者で環境委員会のもとにネイチャーポジティブ分科会(旧資源循環分科会)を組織し、「4R(Refuse・Reduce・Reuse・Recycle)の推進」と「環境負荷低減素材の選択」を基本方針として活動を推進しています。書類の電子化による紙資料の削減など、全社で廃棄物発生の抑制に努めるとともに、排出量削減に向けて廃棄物発生工程の調査や分析、減容化設備導入の検討や評価を行っています。また、リユースやリサイクルなど資源を循環させるための活動の推進や環境負荷が低い素材への切り替えを進めています。
| Refuse |
|
|---|---|
| Reduce |
|
| Reuse |
|
| Recycle |
|
| その他 |
|
2023年度より、フジヤマ工場の医薬品の包装過程で出てくるPTP包装廃材のリサイクルを開始しました。医薬品の包材として広く使用されているPTPシートは、プラスチック材とアルミ箔を熱圧着することで形成されるため、分離や分別が難しく、不要となった廃材は従来、焼却でしか処理できなかったためリサイクル率は10%ほどでした。
現在は、剥離機によりプラスチックとアルミに分離することで新たな製品の原料として100%のリサイクルが可能となりました。また、焼却処理の必要がなくなり、CO2排出も削減することができます。

水無瀬研究所では、食堂から発生する厨房ゴミや食べ残しを焼却処理し、燃えがらを埋立処分していましたが、食品リサイクル法における廃棄物処理法等の特例を利用し、動物の飼料化に切り替えることで、リサイクルが困難な事業系一般廃棄物のリサイクルを実現しています。また、テレワークなど多様な働き方に伴い、出社数が日々変動することから、当日の出社人数を食堂ベンダーに共有することで、フードロスの低減にも努めています。

ネイチャーポジティブ分科会を毎月実施し、4Rの推進に向けた施策および適正処理について議論し、実施に向けた検討や効果の検証などを行っています。
また、廃棄物を分類し、発生量削減の機会を特定するために対象拠点ごとの廃棄物発生量を管理し、ネイチャーポジティブ分科会で共有、推進を図っています。廃棄物の適正処理の推進にあたっては、優良事業者として認定を受けている委託業者との契約を優先して行うこととしています。中間処理委託業者については、現地視察を毎年実施し、適正処理がなされていることを確認しています。なお、最終処分場については、5年に一度確認を行っています。引き続き、廃棄物の適正処理を徹底します。
製剤開発においては、コンピュータによるシミュレーション技術にも取り組んでいます。このステップを踏むことで、実験回数が減り、原材料(廃棄物)の削減につながります。
また、一部の製品においては、生産工程の一つ「湿式造粒」をバッチ方式から連続生産方式に変更することに取り組んでいます。連続生産方式には、需要量の変化への柔軟な対応、製造装置の小型化による省スペース化など様々なメリットがあり、製剤開発時に必要な原料の削減なども期待されます。なお、開発中の製品において、製剤開発時に必要な原料を重量として約13%削減できる見込みと試算しています。今後は、連続生産の適用範囲を拡大していくことで、さらなる原料削減やエネルギー削減を図っていきます。
製品毎に長期間の品質評価データを取得し、有効期間を延ばすことに取り組んでいます。製品の有効期間が延長することで、使用期限切れによる製品の廃棄リスクの低減につながります。
製品包装においては、医療機関への製品包装に関するアンケート結果を参考にし、使いやすさと環境配慮の両面から取り組みを行っています。環境面では、環境負荷の低減を推進し、省資源化につながる材質変更や包装形態の変更、環境負荷低減素材の採用を行っています。また、廃棄の際に、リサイクルを促す材質表示や包装形態への切り替えも行っています。
さらに、アンケートを参考に、新製品のPTPシートの結束方法では袋型(透明ピロー)ではなくバンドを採用しました。注射剤包装箱のトレイ(中仕切り)についてはプラスチックから紙素材へ切り替えを行い、プラスチックの使用量削減に加え、体積減少(1箱あたり48%)につながりました。紙の使用量については、2021年8月1日に運用開始された添付文書の電子化により、添付文書を無くすことで年間約44トンの紙が削減できました(当社製造販売品目2022年度工場出荷量ベースで試算)。
個装箱に使用する紙素材についてもFSC®認証紙へ変更するとともに、使用インキについては植物油インキの採用も進めています。環境負荷低減素材の選択をさらに推進するため、医薬品に直接触れる一次包装についても、品質の検証を実施しています。
| 主な内容 | 取り組み |
|---|---|
| プラスチックから紙素材への切り替え | 一部製品の包装資材変更。2020年度より流通開始 |
| PTPシートの結束方法の見直し変更(バンドの採用) | 2025年3月末時点で合計8品目 |
| 個装箱のFSC®認証紙への切り替え* | 2025年3月末時点で合計38品目 |
| 植物油インキの採用 | 2025年3月末時点で合計14品目 |




また、日本では、容器包装廃棄物についてリサイクルを促進するために、製品の販売者が販売した製品の容器包装廃棄物のリサイクル量を負担する「容器包装リサイクル法」が施行されています。「容器包装リサイクル法」に基づき、当社が販売した製品の容器包装材の一部は再資源化されています。
| 容器包装使用量 | 再商品化義務量 | |
|---|---|---|
| プラスチック | 207.6 | 60.0 |
| 紙 | 163.3 | 0.8 |
| ガラス(無色) | 0.0 | 0.0 |
| ガラス(茶色) | 0.1 | 0.0 |
| 再商品化委託料金:3,879千円 | ||
当社では、2024年度より環境保全、森林保全への取組推進および従業員の環境保全への意識を高めることを目的とし、ハンドドライヤーを設置している主要拠点についてトイレのペーパータオルを廃止しました。ハンドドライヤー未設置の主要拠点についても順次、設置しペーパータオルの削減に取り組んでいます。
2020年1月より、紙製のファイルの運用を開始しています。プラスチック製ファイルの一部を紙製のファイルに切り替えることで、プラスチック使用量の削減につなげています。
当社はペーパレス化を進めており、コピー用紙の使用量が減少しています。2017年10月にグローバルでクラウドストレージ”box”を導入したことにより、ペーパレス化の促進とともに、ファイルの保存・共有に費やす労力の削減、セキュリティの強化につながっています。また、購買については、購買システムに掲載される製品が、グリーン購入法に適合した製品かどうかを分かりやすく表示し、一人ひとりが環境への意識をもつよう、社内で啓発を進めています。